

掌握金屬零件產生毛刺的機理 高壓水去毛刺更輕松
時間:2017-06-26 11:03:42作者:LeeZhou來源:德高潔清潔設備
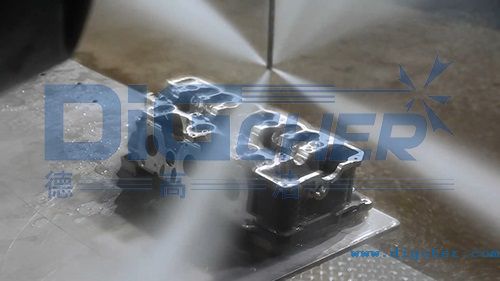
金屬工件在切削加工后,經常會產生毛刺,如果不把毛刺去掉,就會造成多方面的影響。水射流去毛刺的工作原理是利用專用泵把水或者含有1%~3%水溶性油的水加壓后,從特殊設計的噴嘴以一定的形狀噴射出去,巨大的沖擊力將零件上的毛刺去除。另外,將高壓水射流技術應用到去毛刺中,還可使去毛刺實現自動化。

在去毛刺之前,我們要先對毛刺本身有所了解,才能更好的去除工件上的毛刺。毛刺具有三個要素:厚度、硬度、形狀。毛刺的厚度不同,去除時所需的噴射壓力和去除機理就會有所不同;水射流從噴嘴噴出后的沖擊力與射流速度的平方及噴射壓力成正比,掌握其中的規律,就能使我們的工作事半功倍。
1、當毛刺與工件母體部分相連時,一般是某種程度的連續性。這時毛刺的厚度僅為幾十微米,30 MPa以下的壓力就可以使毛刺與工件母體相連部分分離,毛刺會分散脫落。
2、毛刺全長與母體幾乎全部相連時,毛刺厚度基本會達到幾百微米。這時采用70 MPa左右的壓力,還要注意的是,通過噴嘴噴出的高壓水射流要作用在毛刺的根部,使毛刺從根部折斷,這樣才能起到去毛刺的作用。
3、對于粗加工的工件所產生的厚毛刺和脫落后殘留根部的毛刺,需要采用100 MPa以上的壓力,需要作用較長的時間。同時還要配合噴射的切割作用才能將毛刺徹底去除,所以這類毛刺一般不用水射流去除。
影響高壓水射流去毛刺加工效率和質量的因素主要有噴射壓力、噴射量、噴嘴尺寸、數量和位置以及零件和噴嘴的相對運動速度等,但是,這些參數的選擇必須根據零件的材質、結構形狀和毛刺特征來決定。所以,掌握毛刺的相關要素是高壓水射流去毛刺提高效率和質量的前提條件。
在去毛刺之前,我們要先對毛刺本身有所了解,才能更好的去除工件上的毛刺。毛刺具有三個要素:厚度、硬度、形狀。毛刺的厚度不同,去除時所需的噴射壓力和去除機理就會有所不同;水射流從噴嘴噴出后的沖擊力與射流速度的平方及噴射壓力成正比,掌握其中的規律,就能使我們的工作事半功倍。
1、當毛刺與工件母體部分相連時,一般是某種程度的連續性。這時毛刺的厚度僅為幾十微米,30 MPa以下的壓力就可以使毛刺與工件母體相連部分分離,毛刺會分散脫落。
2、毛刺全長與母體幾乎全部相連時,毛刺厚度基本會達到幾百微米。這時采用70 MPa左右的壓力,還要注意的是,通過噴嘴噴出的高壓水射流要作用在毛刺的根部,使毛刺從根部折斷,這樣才能起到去毛刺的作用。
3、對于粗加工的工件所產生的厚毛刺和脫落后殘留根部的毛刺,需要采用100 MPa以上的壓力,需要作用較長的時間。同時還要配合噴射的切割作用才能將毛刺徹底去除,所以這類毛刺一般不用水射流去除。
影響高壓水射流去毛刺加工效率和質量的因素主要有噴射壓力、噴射量、噴嘴尺寸、數量和位置以及零件和噴嘴的相對運動速度等,但是,這些參數的選擇必須根據零件的材質、結構形狀和毛刺特征來決定。所以,掌握毛刺的相關要素是高壓水射流去毛刺提高效率和質量的前提條件。
上一篇:鋁合金零件如何去毛刺
下一篇:高效新型高壓水變速箱殼體零件去毛刺技術
熱門搜索:
