

高壓水射流切割技術在礦井中的應用
時間:2015-03-28 12:59:39作者:LeeZhou來源:德高潔清潔設備
高壓水射流技術作為先進的加工技術之一,主要應用在清洗、去垢、除銹、破碎、切割、鉆孔等方面。高壓水射流中加入一定數量的磨料粒子便形成一種新型粒子流—磨料射流;磨料射流的引入大大降低了其切割金屬的壓力,高壓水射流切割技術又稱為冷切割;其特點是加工點溫度低,無熱影響區,切口質量高,無粉塵和有害氣體,能量傳輸方便,切割時無振動和噪聲,滿足加工特殊材料及在特定環境下的加工作業要求。
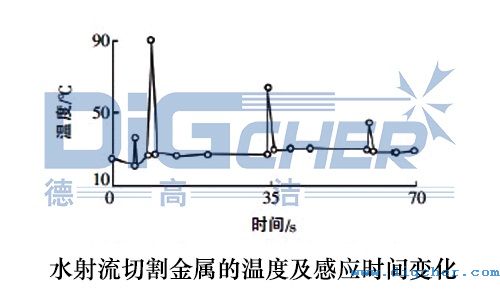
高壓磨料水射流加工技術無切削熱變形產生,可以切割任何材料,切割方向的高柔性和很小的切削力等,也稱為冷切割。水射流切割金屬的溫度及感應時間變化如下圖所示。
高壓磨料水射流是將磨料在高壓輸水管路中混合均勻,形成磨料與水相混合的固液兩相流,再經噴嘴噴出。磨料射流系統中的磨料罐處于泵壓作用下,必須是一個能承受一定壓力的容器。高壓水與磨料在磨料罐內初步混合,使磨料處于似流體的流化狀態,然后在高壓輸送管的混合室內流化磨料與水混合,經磨料噴嘴加速過程使磨料獲得更大的動能而噴射形成液固兩相介質射流—磨料射流。磨料射流普遍采用石榴子作為磨料,切割20 mm厚的鋼板所需壓力為30~40 MPa。
通風管路風壓力源驅動的高壓前混合磨料水射流切割裝置便于在井下移動,不需要電源,解決了井下用電安全問題,杜絕了使用電器帶來的失爆問題,工作時壓力較低,只需要20~40 MPa,易于實現。適合在易燃易爆環境下切割金屬。

試驗結果表明,非接觸式紅外輻射溫度計檢測到偶爾出現的火花溫度在40~89 ℃,火花持續時間<0.01 s,在任何瓦斯濃度的條件下,高壓水射流安全切割裝置在切割時都不會發生爆炸現象,雖然在切割過程中偶爾會出現火花,但由于其溫度很低,遠遠低于瓦斯爆炸最小著火溫度,火花持續的時間也遠小于瓦斯著火的感應期。切割時產生的火花不足以點燃瓦斯,故是安全的。
近年來煤礦的機械化程度逐漸提高,礦井的質量標準化水平也要求更高,高瓦斯及雙突礦井限制井下使用明火及切割金屬;給井下的管路拆除,鋪設鋼軌,切除錨桿、切割鋼絲繩、高壓膠管及金屬等帶來了難題,高壓磨料水射流冷切割加工技術的應用大大提高了礦井的勞動生產力,促進了機械化水平的提高,更好地保障了礦井的安全生產。
高壓磨料水射流加工技術無切削熱變形產生,可以切割任何材料,切割方向的高柔性和很小的切削力等,也稱為冷切割。水射流切割金屬的溫度及感應時間變化如下圖所示。
高壓磨料水射流是將磨料在高壓輸水管路中混合均勻,形成磨料與水相混合的固液兩相流,再經噴嘴噴出。磨料射流系統中的磨料罐處于泵壓作用下,必須是一個能承受一定壓力的容器。高壓水與磨料在磨料罐內初步混合,使磨料處于似流體的流化狀態,然后在高壓輸送管的混合室內流化磨料與水混合,經磨料噴嘴加速過程使磨料獲得更大的動能而噴射形成液固兩相介質射流—磨料射流。磨料射流普遍采用石榴子作為磨料,切割20 mm厚的鋼板所需壓力為30~40 MPa。
通風管路風壓力源驅動的高壓前混合磨料水射流切割裝置便于在井下移動,不需要電源,解決了井下用電安全問題,杜絕了使用電器帶來的失爆問題,工作時壓力較低,只需要20~40 MPa,易于實現。適合在易燃易爆環境下切割金屬。
試驗結果表明,非接觸式紅外輻射溫度計檢測到偶爾出現的火花溫度在40~89 ℃,火花持續時間<0.01 s,在任何瓦斯濃度的條件下,高壓水射流安全切割裝置在切割時都不會發生爆炸現象,雖然在切割過程中偶爾會出現火花,但由于其溫度很低,遠遠低于瓦斯爆炸最小著火溫度,火花持續的時間也遠小于瓦斯著火的感應期。切割時產生的火花不足以點燃瓦斯,故是安全的。
近年來煤礦的機械化程度逐漸提高,礦井的質量標準化水平也要求更高,高瓦斯及雙突礦井限制井下使用明火及切割金屬;給井下的管路拆除,鋪設鋼軌,切除錨桿、切割鋼絲繩、高壓膠管及金屬等帶來了難題,高壓磨料水射流冷切割加工技術的應用大大提高了礦井的勞動生產力,促進了機械化水平的提高,更好地保障了礦井的安全生產。
熱門搜索:
